
超声波线束焊接机的介绍
超声波线束焊接机具有低耗能,易操作的特点。整个焊接过程仅1-2秒钟。它可以用于工厂生产的大量焊接需求,铜编织线焊接过程的瞬间会因其电流的高功率反应而消耗的电能。通常待机状态很少。超声波焊接线束过程没有熔化。超声波线束机的能量仅相当于电阻焊接的1-30。换句话说,使用功率为3KW的超声波线束机完成电阻焊需要90KV才能完成的工作,因此工作成本也很明显。在焊接过程中产生的低温下,由于退火和低温没有破坏导线的绝缘性,金属导线保留了原始性能;此外,较低的温度还意味着可以将薄金属焊接到厚金属上,而不会造成薄金属损坏。超声波焊接的重要优点是温度低。温度产生是不可避免的。它仅由摩擦产生的,仅相当于金属熔点的1-3或1。这些在线束缚生产非常重要。
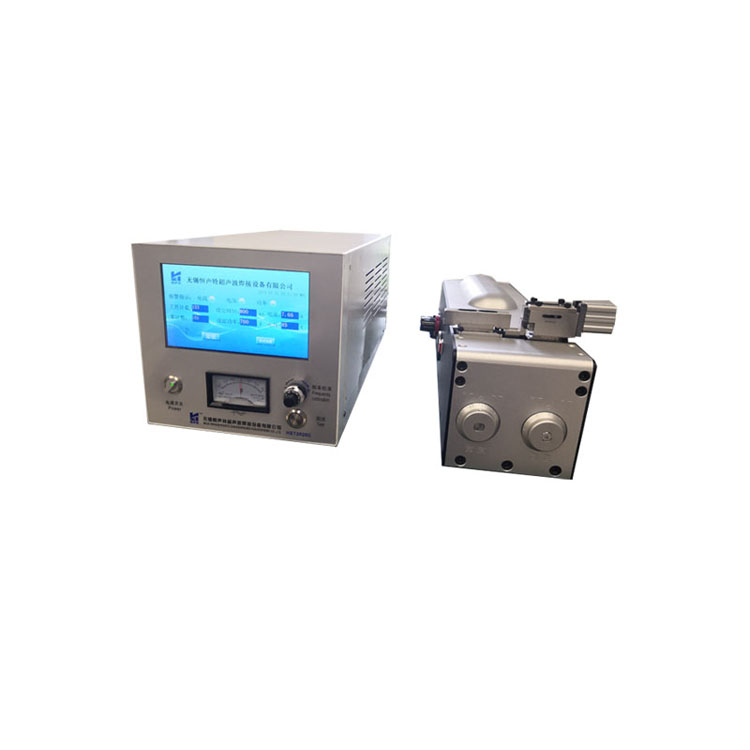
超声波线束焊接机的结构特征
1.机器的有机箱,导柱,更换器,气动系统,PC电路和底模。
2.声组件由交换器和焊头组成。更换器使用压电振子,其功能是将电能转换为机械振动。变换器类别比电路中的变压器更具变压器的作用,并具有机械阻尼变换和振幅放大作用。焊头是根据焊接要求和焊接形状设计的。它还具有二级阻抗变换和振幅放大作用。从结构和形状的角度来看,焊头并不复杂,但需要好的设计,好的材料和良好的加工技术。形状复杂,尺寸较大的焊头通常由制造厂设计。
3.气压系统气压系统由压缩空气为动力,通过电磁阀切换电路,促进气缸活塞并驱动焊头上下运动。用调压阀控制气压大小,并用单向节流阀控制升降速度。
4。控制电路控制焊接过程。面板上的功能按钮可以根据焊接不同对象设置焊接时间,延迟时间,然后踩下脚踏板开关,焊接机将自动完成焊接过程。
5。超声检查输出至大功率反应器为声零部件供应输出至大功率。考虑到电焊历程中声零部件的串联谐振和抗阻将造成巨大变动,为此超声检查输出至大功率扩声器一定要兼具自行监测频次的专业能力,输出至大功率兼具载荷自动调节的专业能力。NC-3000超声波金属材料焊接机运用他做好振动;相位差法自行频次监测;平稳振速把控。
超声波线束焊接机的优点
超声波线束焊接机的优点是快速,节能,高熔合强度,高导电性,无火花,接近冷态加工。


 客服
客服