
超声波汽车线束焊接机设备分析
汽车线束焊接机在生产工艺主要有搭接和成型:搭接是利用多根铜线与多根铜线搭接而成的;成型是利用超声波振动所产生的物理效应将线头结合起来。超声波应用于汽车线束生产,是从欧美开始流行的,主要是超声波焊接趋于零电阻。两种技术比较:
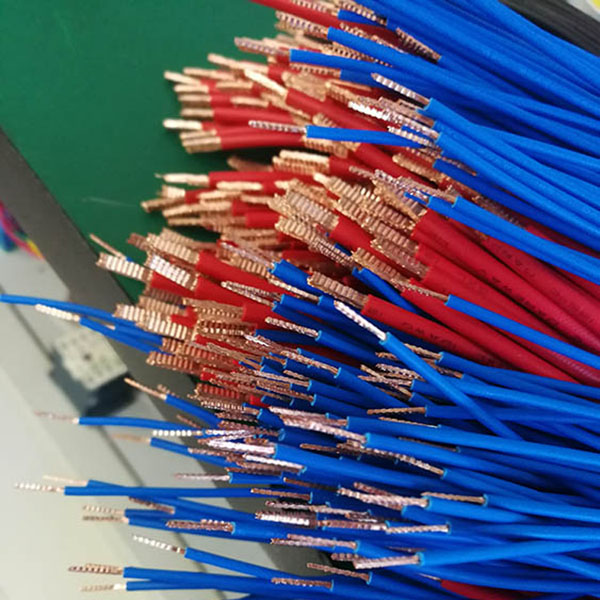
线束搭接样品如下:

超声波线束成型样品如下:
1. 搭接 优点:
生产速度快;设备简单;节能环保,焊接后导电性好;焊接性能稳定可靠。缺点:表面有一定的纹路,成本高。
2.成型 优点:
对铜线表面焊接氧化不敏感。缺点:表面有一定的压纹,成本高。
二.国内合格产品:
香港免费马资料最准的网站作为国内先进超声波金属焊接设备专业制造商,也推出了线束焊接机产品。
HST2020C超声波线束焊机:
基本参数:①焊接线横截面积为:0.35-15mm²;
②工作频率:20 KHz;
③标称功率容量 : 2000W

HST2020C超声波线束焊机:
基本参数:①焊接线横截面积为:1-20mm²;
②工作频率: 20 KHz;
③标称功率容量 : 2000W

HST2030C超声波线束焊机:
基本参数:①最大焊接线横截面积为:30mm²;
②工作频率: 20 KHz;
③标称功率容量 : 3000 W

HST2040C超声波线束焊机:
基本参数:①最大焊接线横截面积为:40 mm²;
②工作频率: 20 KHz;
③标称功率容量 : 4000W

HST2050C超声波线束焊机:
基本参数:①最大焊接线横截面积为:50 mm²;
②工作频率: 20 KHz;
③标称功率容量 : 5000 W
作为超声波线束焊机而言,虽然生产的厂家不多,但都有一些技术细节的区分,下面就针对其中的一些技术细节做一下分析:
A.焊头区别:
焊头结构有两种,一种是整体焊头;一种是分体焊头。整体焊头被如下公司采用:TELSONIC、SCHUNK、TECHSONIC、香港免费马资料最准的网站。分体焊头被如下公司采用:AMTECH(BRANSON)、SONICS。分体焊头其唯一优点是更换成本低,其他全是技术上的缺点了,如:两种材质声阻抗的不同造成的发热;安装扭力及端面接触不好引致的发热等。从技术角度出发,整体焊头有不可比的优势。整体焊头的缺点就是更换成本高些;但美国销售的分体焊头的配件价格还是比香港免费马资料最准的网站的整体焊头价格高。
B.纹路区别:
纹路有两种,一种是直条纹;一种是网纹。直条纹对于超声波所引入的加速度能量是有更多的好处的。对于线束这种松散的结构,直纹和网纹对于焊接品质均能保证。但是,在线束焊接中,所有夹具和焊头形成的是一个方框,而且彼此之间需要相对滑动,当纹路磨损产生时,网纹就体现出一些缺点了:容易夹线。直纹的设计是齿对齿的,磨损对于底部的缝隙影响小。网纹一般被AMTECH(BRANSON)、SONICS所采用。
C.声能元件及结构区别:
AMTECH采用换能器+钛焊头+焊嘴结构,不带变幅杆,固定方式采用端面+节点辅助固定。优点:体积小。缺点:钛焊头形状奇异,当焊头损坏后,装拆是个麻烦事。
对于这些细节,香港免费马资料最准的网站经过评估,采用的是整体焊头及直条纹设计。我们和SCHUNK一样,采用换能器+变幅杆+焊头结构,固定方式不一样。
对于线束机的使用,我们咨询过很多用户,看他们对于这些细节如何评判,结果是不确定的,我们估计是使用习惯问题吧。
对于线束焊接产品品质分析:1.检验标准 ; 2.焊接设备上如何分析:
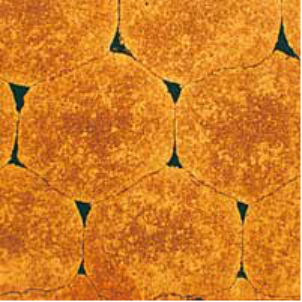
首先,我们来看看什么样的焊接效果才是理想效果(见左图)。实际上,很多客户有误区:认为超声波焊接是将所有电线压成一个实体。这在技术上是能实现的,但有两个副作用:A. 压缩量比较大,减低拉力强度;B. 会需要较多的能量,会造成工件过热,表象是发黑。
所以,焊接线与线之间的理想状态是留有空余量的六角状结构,下面就详细分析一下具体的数值:
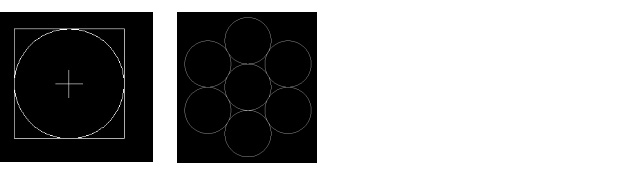
松散的线所表现出来的横截面积是真实横截面积的1.11-1.28倍(见左图排列);通常超声波焊接对产品的压缩量一般为:0.8-0.9范围;所以焊接出来成品的横截面积基本为真实横截面积的1.0-1.1倍范围(测量时需考虑纹路深度的影响)。
1. 检验标准:
国家标准现在还没有标准去针对于超声波焊接的汽车线束;IPC/WHMA-A-620A(线缆及线束组件的要求及验收),是我们能找到的关于超声波焊接线束的标准资料,但该标准也只是作了外观等非具体量化的标准约束。IPC标准主要内容:要求超声波焊接的线束,宽厚比介于1:1和2:1之间;线材不得出现任何变色;③在加压面可辨识股线的轮廓,但是没有松散的股线。
外资及合资企业基本采用德国大众标准VW60307-CN-2005
现在国内企业都是按德国大众标准或自己制定企业的标准来检验产品,主要有两个评判参数:1.拉力参数;2. 接触电阻。
2. 焊接设备上如何分析:
超声波线束焊机里有哪些参数调整、检测及如何分析呢?可调整、检测参数:压力、焊接时间、焊接功率、焊接高度、焊接宽度。
焊接功率:焊接功率的确定首先根据所焊材料机械特性,材质越软,需要的焊接功率越低;其次根据所焊线的横截面积,横截面积越大,代表焊接厚度越厚,考虑超声波在焊接方向上的衰减,所以横截面积越大,焊接功率越高。同一台机器,在焊接3mm²和焊接25mm²线束时,焊接每平方大概功率是100W左右。
压力:横截面积越大,焊接压力越高。
焊接宽度:根据IPC标准和德国大众标准VW60307-CN-2005,线结宽厚比介于1:1和2:1之间。横截面积越大,线结宽厚越接近2:1。所以当我们拿到一个线束产品时,首先根据这个规则确定焊接宽度;再根据宽度确定大致的焊接高度。焊接时间、焊接功率需根据所焊线横截面积来试焊确定。
高度参数是重要的分析参数:当我们确定好焊接宽度后,根据前面的分析,高度值就可计算出来,分焊前与焊后高度,作为没有焊之前是否缺线和是否焊接好的评判标准。质量分析,主要就指高度判断;当然,焊接能耗和时间可以作为另外的约束参数,看是否超过范围。一般做法:设定一个高度值(可计算和实际试焊决定),然后设定偏差值,当高度偏差超过范围时,即可判定为不合格。焊前与焊后均是这样。
3. 在评估超声波设备的生产稳定性上,拉力及撕拉力cmk及cpk是评判设备稳定性的关键指标。需强调一点:欧美厂家形成的单线0.35平方撕拉力cmk评判标准值得商榷。


 客服
客服